


Vysoce kvalitní linka na válcování trubek ERW



Popis výroby
φ219×6.0 vysokofrekvenční linka na výrobu svařovaných trubek s přímým švem se používá hlavně k výrobě elektricky svařovaných ocelových trubek s φ60~φ219 mm a tloušťka stěny 2,0~6,0 mm a může také vyrábět čtvercové a obdélníkové trubky a trubky speciálního tvaru nepřesahující rozsah kulatých trubek.Zkumavky API 5L lze vyrobit pozdějipřidáním potřebného vybavení.Výrobní linka je navržena a vyrobena na základě trávení a vstřebávání podobných zařízení doma i v zahraničí, v kombinaci s národními podmínkami mé země, směle inovovat a intenzivně naslouchat názorům uživatelů.Zařízení je ekonomické, spolehlivé a stabilní.
Výrobní rozsah
| Parametry | Kulaté potrubí | Čtvercová trubka | Obdélníková trubka |
| Velikost trubky | 88-219 mm | 90×90 – 170×170 mm | 40×60-200×100 mm |
| Tloušťka | 2,0-6,0 mm | ≤5,0 mm | ≤5,0 mm |
| Materiál | Válcované za tepla a za studena, pozinkovaná ocel, černá ocel Nízkouhlíková ocel, nízkolegovaná ocel Ocel | ||
| Rychlost | 10 M/min~45M/min | ||
| Délka | 6-12m | ||
| Max.Hmotnost cívky | 15 tun | ||
Základní parametr
| Nízkouhlíková ocel a nízkolegovaná ocel | σB≤520 mpa σS≤345 mpa | |
| Ocelová cívka | vnitřní průměr | φ650-φ710mm (bude stanoveno) |
| Vnější průměr | φ1100-φ2000 mm | |
| Hmotnost role | ≤ 15 tun | |
| Šířka pásu | 190-690 mm | |
| Elektrický instalovaný výkon | asi 1200 kVA | |
| Kapacita stlačeného vzduchu | 2m3/min 4-7Kg/cm2 | |
| Kapacita chladicí kapaliny | 50 tun/hod | |
Poznámka: Instalace zařízení výrobní linky vyžaduje, aby výška dílny (vzdálenost od vrcholu jeřábové dráhy k zemi) byla větší než 6 metrů, rozpětí je 18 metrů a délka 110 metrů.Doporučuje se použít jeden jeřáb 15T a 5T.
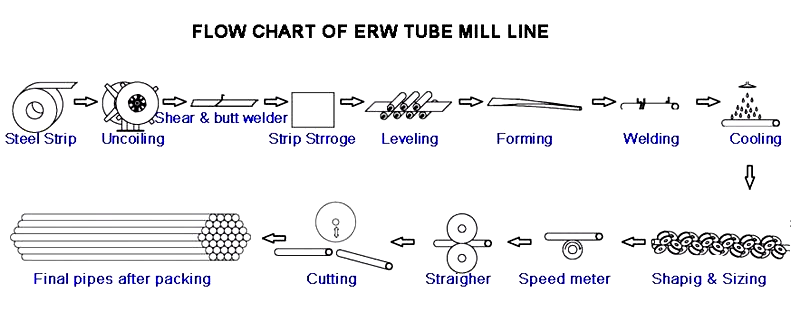
Produkční proces
Odvíjení → rovná hlava, vyrovnávání sevřením → střihové svařování na tupo → smyčkovač → tváření, vysokofrekvenční svařování, odstraňování otřepů, on-line doplňování zinku, chlazení, klížení, hrubé rovnání → dimenzování letmou pilou → kontrola a sběr → balení → Vážení → Označování → Skladování
Zařízenísložení a hlavní parametry každého stroje
| Používání | Používá se k přijetí pásové cívky, její přepravě do odvíječe a zvednutí pásové cívky do středu hlavy cívky. | ||
| Struktura | Skládá se z materiálového stojanu, pojezdového mechanismu, olejového válce, vodicí kolejnice atd. | ||
| Kapacita | ≤15T | Zvednout | Hydraulické |
| Režim pohybu | Motor s cykloidním redukčním pohonem | ||
| Používání | Při použití ve spojení s odvíječem je hlava ocelového pásu vytažena z odvíječe a odeslána do nivelačního stroje k vyrovnání | ||
| Struktura | Zařízení lisovacího válce, zařízení lopatové hlavy, zařízení s rovnou hlavou | ||
| Šířka | 190-690 mm | Průměr | φ1100-φ2000 mm |
Horizontální akumulátor
| Používání | Používá se pro skladování pásové oceli, nepřetržité podávání svařovacího stroje na trubky a zajištění nepřetržité výroby svařovacího stroje na trubky. | ||||||
| Šířka | 190-690 mm | Tloušťka | 2,0-6,0 mm | ||||
| Klasifikace | Horizontální looper
| Zařízením pro podávání spony, sestavou těla smyčkovače, vybíjecím zařízením a elektrickým ovládacím zařízením | |||||
| Motor | 5,5KWx15 | Rychlost krmení | Vmax=120 m/min | ||||
| Průměr | 7,0 m | Kapacita | 28T | ||||
Hlavní parametr
| Motor a hlavní hnací systém | Motor využívá stejnosměrný motor, modelový výkon200 kW, 1000 ot./min., dvě sady hlavního reduktoru |
| Reduktor | Převodovka je poháněna spirálovým kuželovým kolem, materiál kuželového kola je 20CrMnTi, nauhličovaný a kalený, a modul je 14. Těleso skříně má strukturu pomocné skříně, která je vhodná pro údržbu. |
| Horizontální stojan na role (výměna role typu portálová strana ven) | 1. Průměr hřídele horizontálního válce φ130 mm, materiál 42CrMo, vysokofrekvenční kalení 2. Spodní průměr role: 220mm 3. Pod horizontálním válečkovým hřídelem je bezpečnostní podložka, která má funkci pojištění proti přetížení, které může chránit převodovku a převodovku reduktoru |
| Vertikální válečkový stojan | vertikální průměr hřídele válce φ80mm, materiál 40Cr, vysokofrekvenční kalení |
| Zmáčkněte roli | pětiválcové vytlačování |
| Svařování škrábáním | ruční rychlé zvedání, lze nastavit tam a zpět a nahoru a dolů, snadno nastavit |
| Tvarování a dimenzování hnacího hřídele | hnací hřídel Steyr |
| Rychlost výroby | 15-40 m/min. |
|
Uspořádání tvarovací sekce:
| zařízení proti vyskočení vertikální pětiválcové podávání: V HVHVHVHVVV HVHVH |
| Uspořádání svařovací sekce | vedení, pětiválcové vytlačování, škrabka, leštění, chlazení |
| Uspořádání rozměrových sekcí:
| VHVHVHVHVHVH 2 sady tachometrových válečků s tureckými hlavicemi |





