


Linka na vysokofrekvenční svařování trubek



Popis výrobku
Hvysokofrekvenční linka na výrobu trubek s přímým švem se používá hlavně k výrobě elektricky svařovaných ocelových trubek s φ60~φ219 mm a tloušťka stěny 2,0~6,0 mm a může také vyrábět čtvercové a obdélníkové trubky a trubky speciálního tvaru nepřesahující rozsah kulatých trubek.Zkumavky API 5L lze vyrobit pozdějipřidáním potřebného vybavení.Výrobní linka je navržena a vyrobena na základě trávení a vstřebávání podobných zařízení doma i v zahraničí, v kombinaci s národními podmínkami mé země, směle inovovat a intenzivně naslouchat názorům uživatelů.Zařízení je ekonomické, spolehlivé a stabilní.
Základní parametr
| Nízkouhlíková ocel a nízkolegovaná ocel | σB≤520 mpa σS≤345 mpa | |
| Ocelová cívka | vnitřní průměr | φ650-φ710mm (bude stanoveno) |
| Vnější průměr | φ1100-φ2000 mm | |
| Hmotnost role | ≤ 15 tun | |
| Šířka pásu | 190-690 mm | |
| Elektrický instalovaný výkon | asi 1200 kVA | |
| Kapacita stlačeného vzduchu | 2m3/min 4-7Kg/cm2 | |
| Kapacita chladicí kapaliny | 50 tun/hod | |
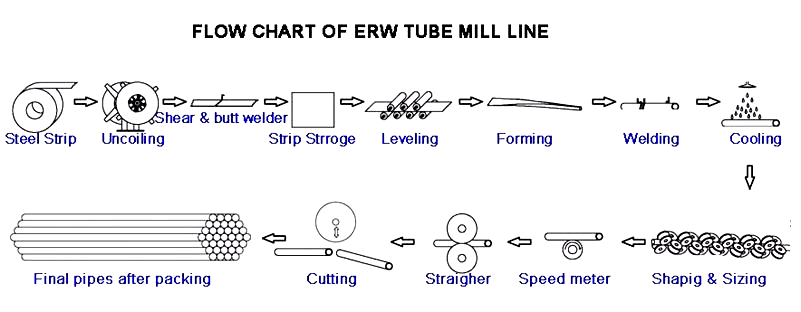
Produkční proces
Odvíjení → rovná hlava, vyrovnávání sevřením → střihové svařování na tupo → smyčkovač → tváření, vysokofrekvenční svařování, odstraňování otřepů, on-line doplňování zinku, chlazení, klížení, hrubé rovnání → dimenzování letmou pilou → kontrola a sběr → balení → Vážení → Označování → Skladování
Linka Welding Tube Millsložení a hlavní parametry každého stroje
1.Vozík na krmení
| Používání | Používá se k přijetí pásové cívky, její přepravě do odvíječe a zvednutí pásové cívky do středu hlavy cívky. | ||
| Struktura | Skládá se z materiálového stojanu, pojezdového mechanismu, olejového válce, vodicí kolejnice atd. | ||
| Kapacita | ≤15T | Zvednout | Hydraulické |
| Režim pohybu | Motor s cykloidním redukčním pohonem | ||
2. Odvíječ
| Používání | Pro zavěšení a podepření pásových svitků pro zajištění suroviny pro výrobní linky | |||
| Kapacita | ≤15T | Způsob brzdění | Pneumatická brzda, ovládání elektromagnetickým ventilem | |
| Odvíječ | Hydraulické roztahování a smršťování | Jednokuželové hydraulické roztahování a smršťování | ||
3. Rovnací stroj
| Používání | Při použití ve spojení s odvíječem je hlava ocelového pásu vytažena z odvíječe a odeslána do nivelačního stroje k vyrovnání | ||
| Struktura | Zařízení lisovacího válce, zařízení lopatové hlavy, zařízení s rovnou hlavou | ||
| Šířka | 190-690 mm | Průměr | φ1100-φ2000 mm |
4.Pinch podávání a nivelační stroj
| Používání | Vyrovnání ocelového pásu z odvíjecího a rovnacího stroje na hlavě a konci a dodání ocelového pásu do stříhacího stroje pro svařování na tupo | ||
| Struktura | Složení přítlačného válce, vyrovnávacího válce a převodového ústrojí | ||
| Šířka | 190-690 mm | Průměr | φ1100-φ2000 mm |
Trubková fréza Line of Workpiece






